【全新视界!】黑龙江(当地)倾斜螺旋输送机质保一年产品视频,带你领略产品新风尚!
以下是:黑龙江黑龙江(当地)倾斜螺旋输送机质保一年的图文介绍
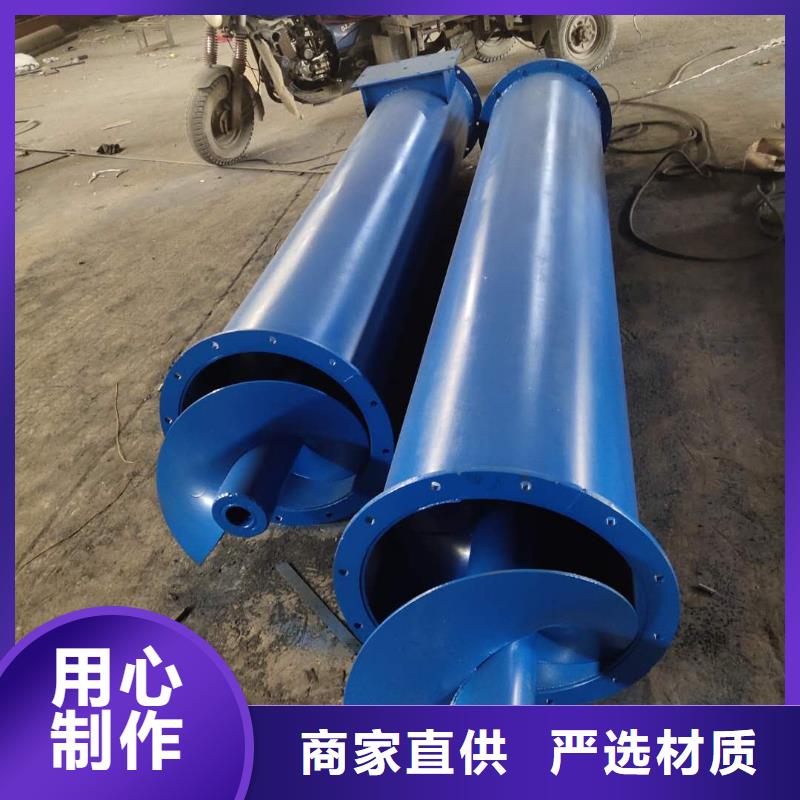
倾斜螺旋输送机质保一年")
倾斜螺旋输送机质保一年")
黑龙江螺旋输送机实体螺旋叶片的整体锻造工艺有哪些优势?这个问题抓得很准!实体螺旋叶片的整体锻造工艺,核心优势是“强度、精度、稳定性拉满”,特别适配高负荷、严苛工况。### 核心优势1. 结构完整性强:整体锻造无焊缝,避免了分段焊接带来的应力集中、焊缝开裂风险,叶片整体力学性能均匀。2. 强度与抗冲击性突出:锻造过程使金属晶粒细化、组织致密,硬度和韧性比焊接或冷轧叶片更高,能承受大块、高磨琢物料的冲击。3. 尺寸精度极高:锻后经机加工精修,螺距、外径、螺旋升角的误差可控制在±0.5mm内,保证与机壳的间隙均匀,减少运行摩擦。4. 适配严苛工况:能加工高硬度耐磨合金、耐热钢等特殊材质,可耐受高温(≤800℃)、高压或超重载场景,使用寿命比其他工艺长2-3倍。5. 运行稳定性好:整体结构刚性强,高速运转时无抖动、黑龙江无变形,降低设备振动和噪音,减少维护频次。黑龙江要不要我帮你整理一份**整体锻造工艺与其他工艺的优势对比表**,清晰呈现强度、精度、适配场景等关键维度的差异?
倾斜螺旋输送机质保一年")
倾斜螺旋输送机质保一年")
倾斜螺旋输送机质保一年")
衡泰重工机械制造有限公司根据市场发展的需要在进一步完善定型产品的基础上,不断开发出新产品和引进先进的生产技术。 斗式提升机、产品设计先进,制作精细,性能可靠,具有国际先进水平,畅销全国,在同行中享有较高声誉,并深受广大用户的信赖!销售网络覆盖面广,产品适用范围大,遍布全国各地。
倾斜螺旋输送机质保一年")
倾斜螺旋输送机质保一年")
黑龙江倾斜角度15°的螺旋输送机,填充系数合理范围为“水平基础值×0.85~0.95”,核心结合物料形态确定,既兼顾输送效率,又避免物料下滑导致的异常,具体分类如下:### 一、按物料形态的合理取值(15°倾斜专属)| 物料类型 | 水平基础填充系数φ水平 | 15°倾斜合理范围φ倾斜 | 典型物料示例 ||-------------------------|-----------------------|-----------------------|-------------------------------|| 粉状物料(流动性好/中) | 0.25~0.35 | 0.21~0.33 | 面粉、水泥粉、粉煤灰、奶粉 || 粒状物料(无粘连) | 0.35~0.45 | 0.30~0.43 | 粮食、塑料粒、化肥颗粒、石英砂|| 小块状物料(≤50mm) | 0.2~0.3 | 0.17~0.29 | 煤块、陶粒、再生骨料、果干 || 粘性/易结块物料 | 0.15~0.25 | 0.13~0.24 | 酒糟、脱水污泥、受潮面粉、湿砂|### 二、关键调整逻辑1. 15°倾斜属于低角度倾斜,物料下滑影响比20°更弱,因此修正系数(0.85~0.95)高于20°,平衡效率与稳定性。2. 物料流动性优化(如干燥粉状、均匀粒料)可取区间上限,流动性偏差(如潮湿、轻微粘性物料)取区间下限,避免堆积。3. 叠加长距离(>30m)或高转速(>40r/min)工况时,需在上述范围基础上再降5%,减少物料滑动和损耗。### 三、实操建议优先取区间中间值试运(如粉状物料取0.27、粒状取0.36),观察电机电流(控制在额定值80%~90%)和输送流畅度。若出现轻微回流,可小幅下调填充系数;若输送量不足且无异常,可逐步上调至区间上限。要不要我根据你具体的物料类型(比如粮食、水泥粉等),精准计算15°倾斜时的填充系数,还能同步给出对应的输送量匹配建议?
倾斜螺旋输送机质保一年")
倾斜螺旋输送机质保一年")
倾斜螺旋输送机质保一年")
黑龙江螺旋输送机叶片和壳体间隙调整的核心安全原则是:全程停机锁能、规范操作流程、做好防护措施,避免机械伤害和意外启动风险。一、作业前安全准备必须停机断电,拉下总电源开关并挂 “禁止合闸、正在检修” 警示牌,钥匙由作业人员专人保管。清理机壳内残留物料,避免调整时物料掉落砸伤或阻碍操作,同时通风散味(若输送有毒 / 粉尘物料需佩戴防毒面具、防尘口罩)。检查作业工具(扳手、千斤顶、塞尺等)是否完好,千斤顶需放置在平整坚硬地面,搭配防滑垫防止滑脱。作业人员穿戴防护装备,包括安全帽、防砸鞋、防护手套,长发需盘入帽内,禁止穿宽松衣物(避免卷入部件)。二、作业中安全规范严禁单人作业,需安排 1 名监护人员在旁观察,随时应对突发情况(如部件松动、千斤顶移位)。调整轴承座、机壳时,紧固 / 松开螺栓需按对角线顺序分步操作,避免单侧受力导致部件偏移或脱落。用千斤顶校正机壳时,禁止直接顶压叶片或机壳薄弱部位,需垫木块分散压力,且千斤顶下方禁止站人。转动螺旋轴测量间隙时,需手动缓慢转动,禁止用工具硬撬或借助电机带动,防止叶片刮擦机壳或夹伤手部。高空作业(调整长距离输送机中段)需搭设稳固脚手架,系好安全带,工具用绳索拴牢(防止坠落伤人)。三、作业后安全校验调整完毕后,清理现场工具和杂物,确保机壳内无遗留物品(如垫片、扳手),避免开机后损坏设备。摘除警示牌,由作业人员亲自合闸送电,先进行空转试机 30 分钟,观察有无摩擦异响、振动等异常。试机时作业人员需远离机壳检修口、轴承座等危险部位,禁止在设备运行中伸手触摸间隙或部件。记录调整数据和试机情况,确认安全无误后,方可恢复正常生产作业。
倾斜螺旋输送机质保一年")
倾斜螺旋输送机质保一年")
倾斜螺旋输送机质保一年")





 扫一扫
扫一扫